- 業種別
- 複雑な業務にもカンタンに対応。
ものレボの機能や特長を業種別にご紹介。
- 導入事例
- ものレボご利用ユーザー急増中!
様々な工場の製造現場でご利用いただいています。
標準作業と改善

- トヨタ生産方式
- 生産管理に役立つ
- 製造現場に役立つ
標準作業の定義
「標準作業」とは、人の動きを中心とした、手順にムダがなく効率的な作業のやり方のことです。「標準作業」は、タクトタイム、作業順序、標準手持ちの3要素から構成されます。
「標準作業」の定義
- 人の動きを中心として、ムダのない手順で効率的な生産をするやり方
-
「標準作業」は以下の3要素からなる。
- タクトタイム
- 作業順序
- 標準手持ち
「標準作業」の前提条件
- 人の動きを中心とする。
- 繰り返し作業とする。
「標準作業」の目的
- 造り方のルールの明確化(作業管理の基本となる)
- 改善の道具(標準化することで正常と異常を区別し、問題やムダを洗い出す)
タクトタイムとサイクルタイム
1人の作業者が無理なく「標準作業」を1サイクル作業するのに必要な、最も早い時間を「サイクルタイム」といいます。「サイクルタイム」は実測値で表され、1人の作業者のサイクルタイムがタクトタイム以内になるように各作業者の「標準作業」を設定します。作業ばらつきなどにより、1サイクルの作業時間が「タクトタイム」を超えると、次の製品が届いたときにその作業を始めることができずに「可動率」が低下します。このように「可動率」が低下すると、何か異常が発生し生産が遅れているので、原因追及と改善が必要ということになります。
作業順序
「標準作業」の構成要素の一つが、作業者がムダなく最も効率よく良品を生産できる「作業順序」になります。
標準手持ち
「標準手持ち」とは、「サイクルタイム」と「作業順序」を守り、繰り返し同じ作業ができるように必要な工程内の最少限の仕掛品のことをいいます。必要最少限しか持たないため、前工程の作業が遅れて「タクトタイム」を超えると、後工程は次サイクルを開始することができずに生産が遅れます。
以上のように、完全に同期化された工程では、1つの工程が遅れると全体が遅れることになります。これは、顧客のニーズにムダなく対応するという完全な姿を追い求めるために、あらゆる問題とムダを洗出して改善するという考え方に基づいています。
しかし、実際にいきなりすべての工程を同期化すると、信頼性の低い工程の問題が生産全体に影響を及ぼし、最悪の場合、顧客に迷惑をかけることになります。それを回避するためには、信頼性の低い工程の後に「先入れ先出し」レーンを設置し、安全在庫をいくつか溜めておきます。そして、改善に合わせて安全在庫を削減していきます。
標準作業の作成手順
「標準作業」を作成するには、以下の「時間観測」と「標準作業の3点セット」の作成の4ステップで行います。
作成手順
- 時間観測
- 工程別能力表の作成
- 標準作業組み合わせ票の作成
- 標準作業票の作成
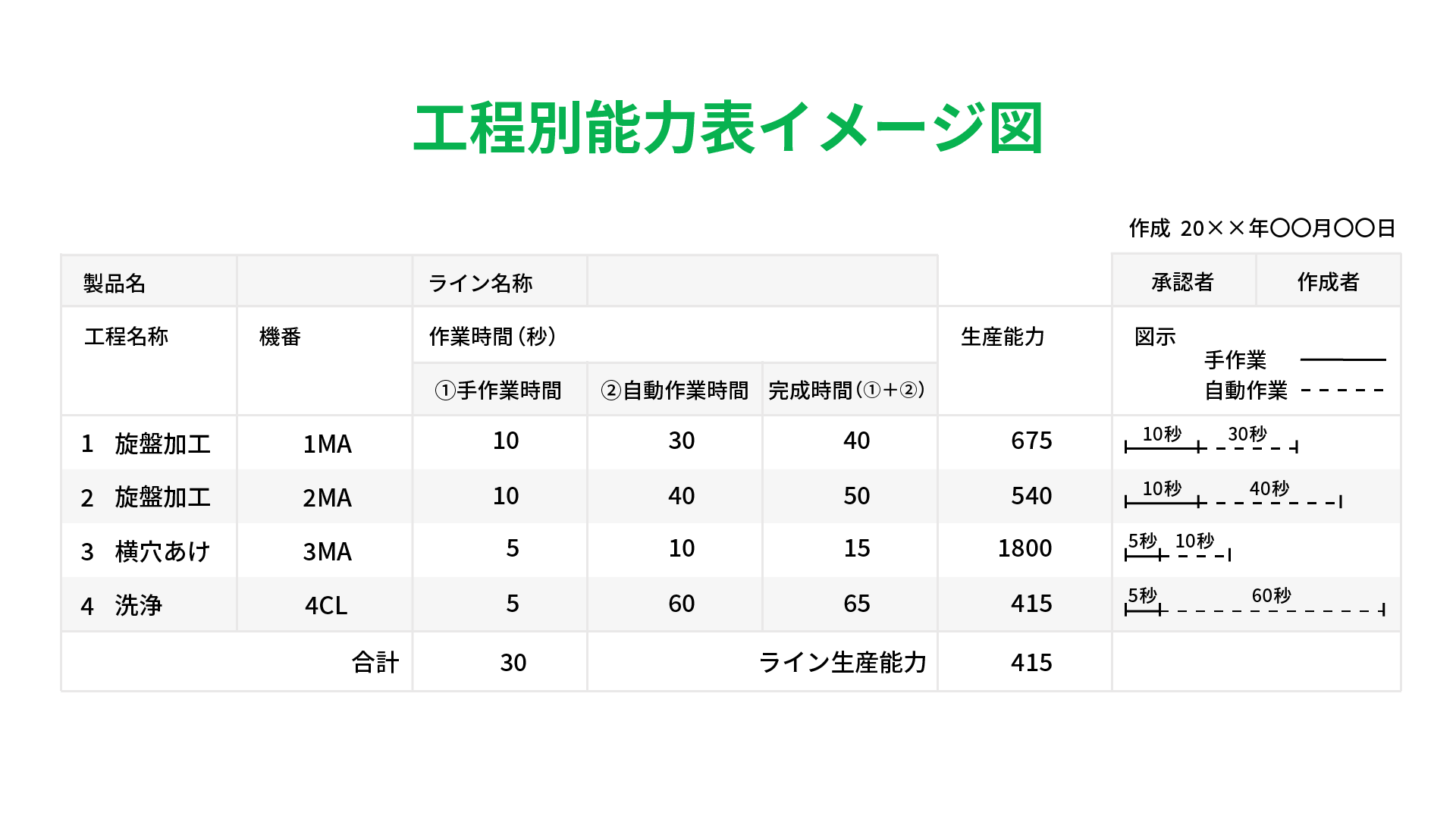
工程別能力表
工程別能力表は、各工程の生産能力を表すものです。各工程の手作業時間、自動作業時間、刃具など消耗品の交換時間を記入することで、作業を見える化します。
各工程の中で、最も作業時間が長いものがネック工程と呼ばれ、この工程の生産能力がこの生産ラインの生産能力の上限となります。生産能力とは、1直当りの定時稼働時間で生産できる能力を示し、以下の式で表されます。

この式より、ネック工程の作業時間を短縮することで工程の生産能力を向上することができます。このように、「工程能力表」を使うと対象を絞りこんで定量的に改善活動を行うことができます。
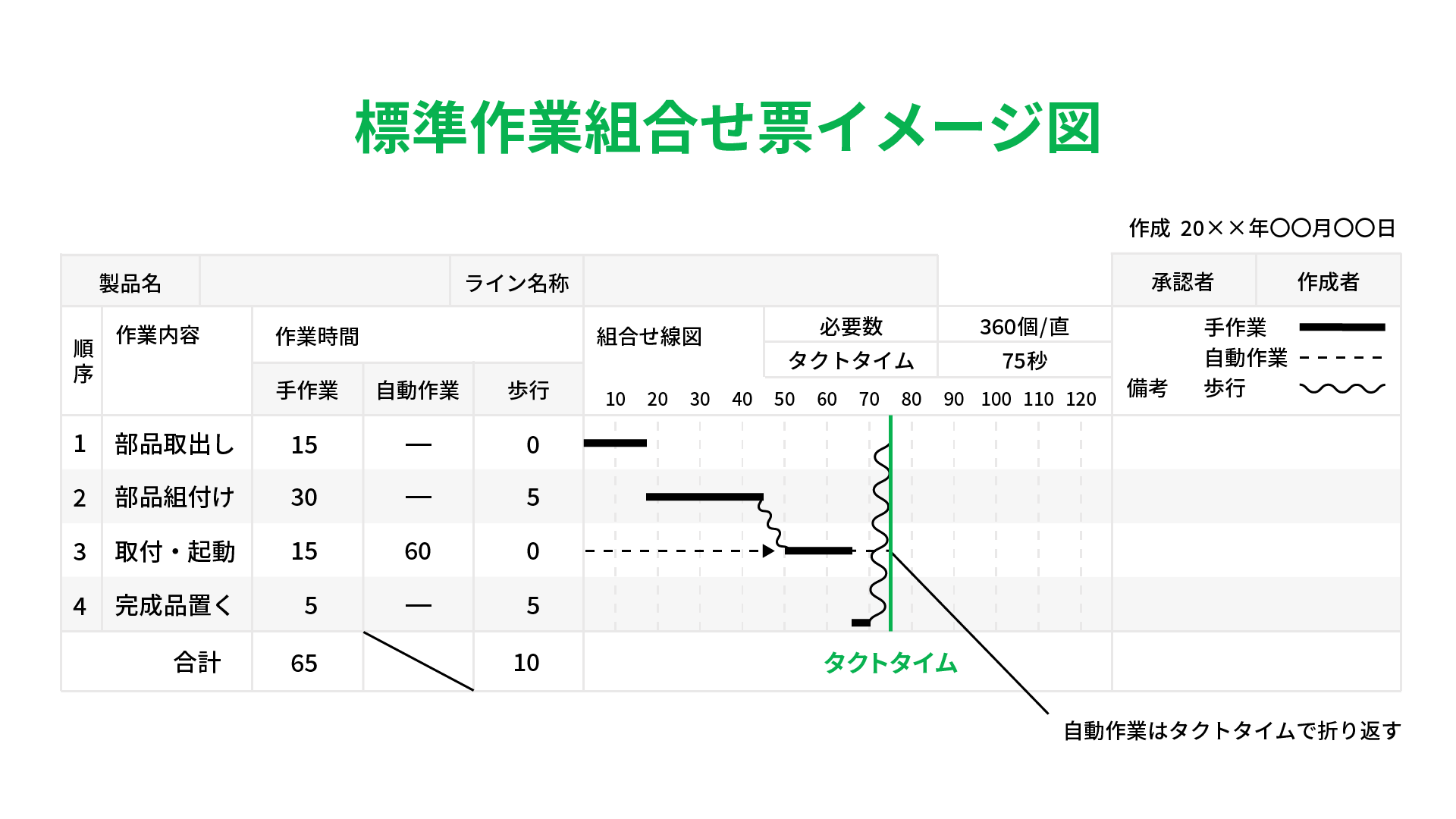
標準作業組合せ票
標準作業組合せ票は、1人の作業者がタクトタイム内でどれだけの範囲の工程を作業できるかを設定するためのものです。標準作業組合せ票では、各工程の手作業時間と歩行時間を記入し、タクトタイム内に収まるように積み上げます。また、自動作業時間も記入することで、人の作業と設備の作業の組合せが可能かも検討することができます。作業者1人につき、1票を作成します。
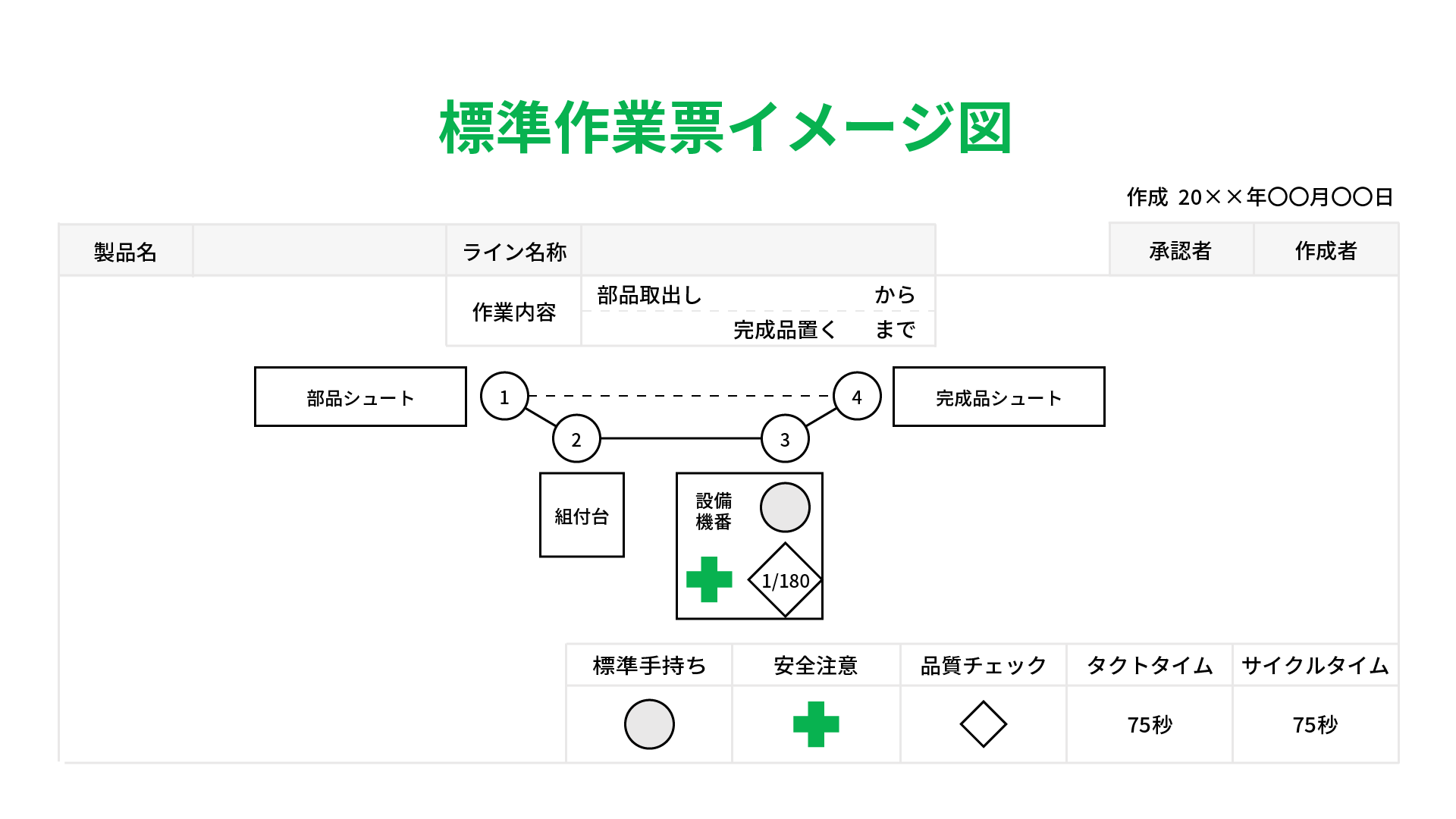
標準作業票
標準作業票は目で見る管理の道具の1つで、作業の指示・管理・改善に活用するために、各作業者の作業範囲と順序を工程レイアウト上に図示したものです。標準作業票には、安全上注意が必要な工程と品質チェックが必要な工程と「標準手持ち」を記入し、一目で分かるようにします。この標準作業票を作業者1人につき1票を作成し、現場の見やすい位置に掲示して運用します。
標準作業の使い方
標準作業は現場管理の道具です。標準作業は現場の監督者によって設定・維持・改訂をされます。標準作業は問題点の発見に用いられ、改善により常に変更されていく生きた道具となります。標準作業は以下の7つの視点を根拠に運用します。
管理・監督
- 標準作業は監督者による作業のさせ方の意思表示であり、目で見る管理の道具である。
- 作業者が標準作業を守れないときは異常と判断し、必ず監督者を呼ぶ。
- 監督者は作業者に呼ばれたらすぐに手を打ち、標準作業の改訂につなげる。
品質
- 標準作業を守ることで良い品質の製品を生産できる。
- 標準作業を守らないことは、正しい作業方法や作業の区切りが不明確になり、欠品、誤品、未加工などの不良発生要因になる。
安全
- 標準作業を守ることで安全に作業ができる。
- 標準作業を守らないことは、間違った方法で作業することになりケガにつながる。
生産能力向上
- 標準作業の「現場3点セット」により、ネック工程はどこか定量的に明確になり、集中して改善を行うことで効果が出しやすい。
工数低減
- 標準作業はタクトタイムに対して各作業者に仕事量を与えるため、作業者に手待ちを寄せて集中して改善を行うなど、作業改善が進めやすい。
標準手持ち
- 標準作業を守り運用するには、決められた標準手持ち数が必要である。
- 標準手持ち数は多くても、少なくても標準作業は運用できない。
人間関係
- 監督者が標準作業を作成し、作業者に標準作業を守らせるために作業者と話し合ったり、より良い作業方法を作業者と話し合ったりすることで、監督者と作業者との双方の信頼関係の構築を行うことができる。
標準作業の改善の進め方
標準作業は改善の原点となります。人の動作を中心に作成されるため、作業時間のバラつきがあればムリ・ムラ・ムダが隠れていることが分かり、改善の余地があることが明確になります。標準作業を改善すれば、新たな標準作業を運用し、新たな改善点を明確にします。このように、継続的な改善活動を維持するために標準作業を活用します。
改善のステップ
- 目標設定(改善のニーズの明確化)
- 作業の整理
- 繰返し作業訓練
- 標準作業の作成
- 問題・ムダの発見
- 原因追及
- 改善
- 新しい標準作業の作成(→目標達成まで5から繰り返し)
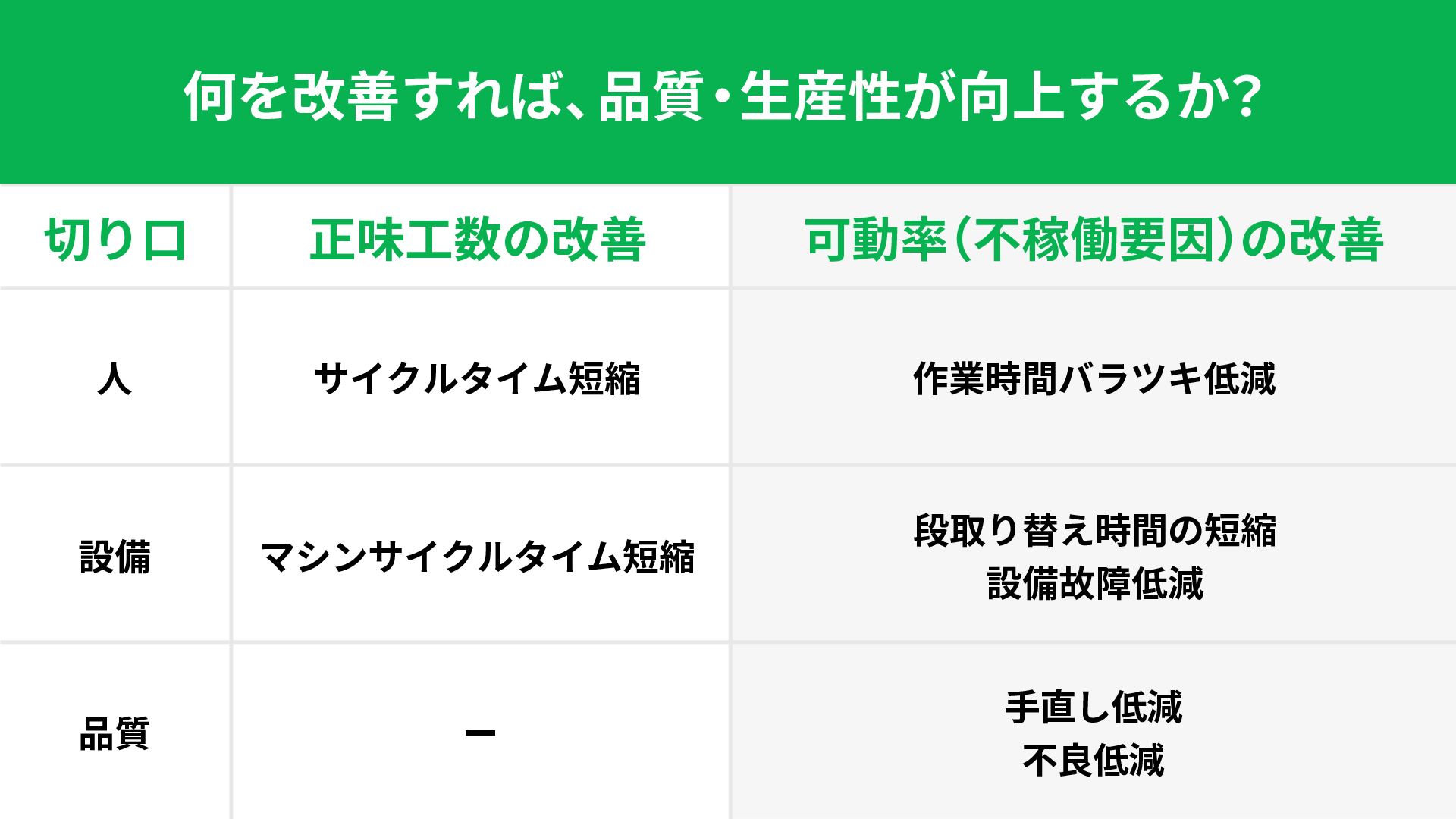
標準作業の3点セットから洗い出す改善点
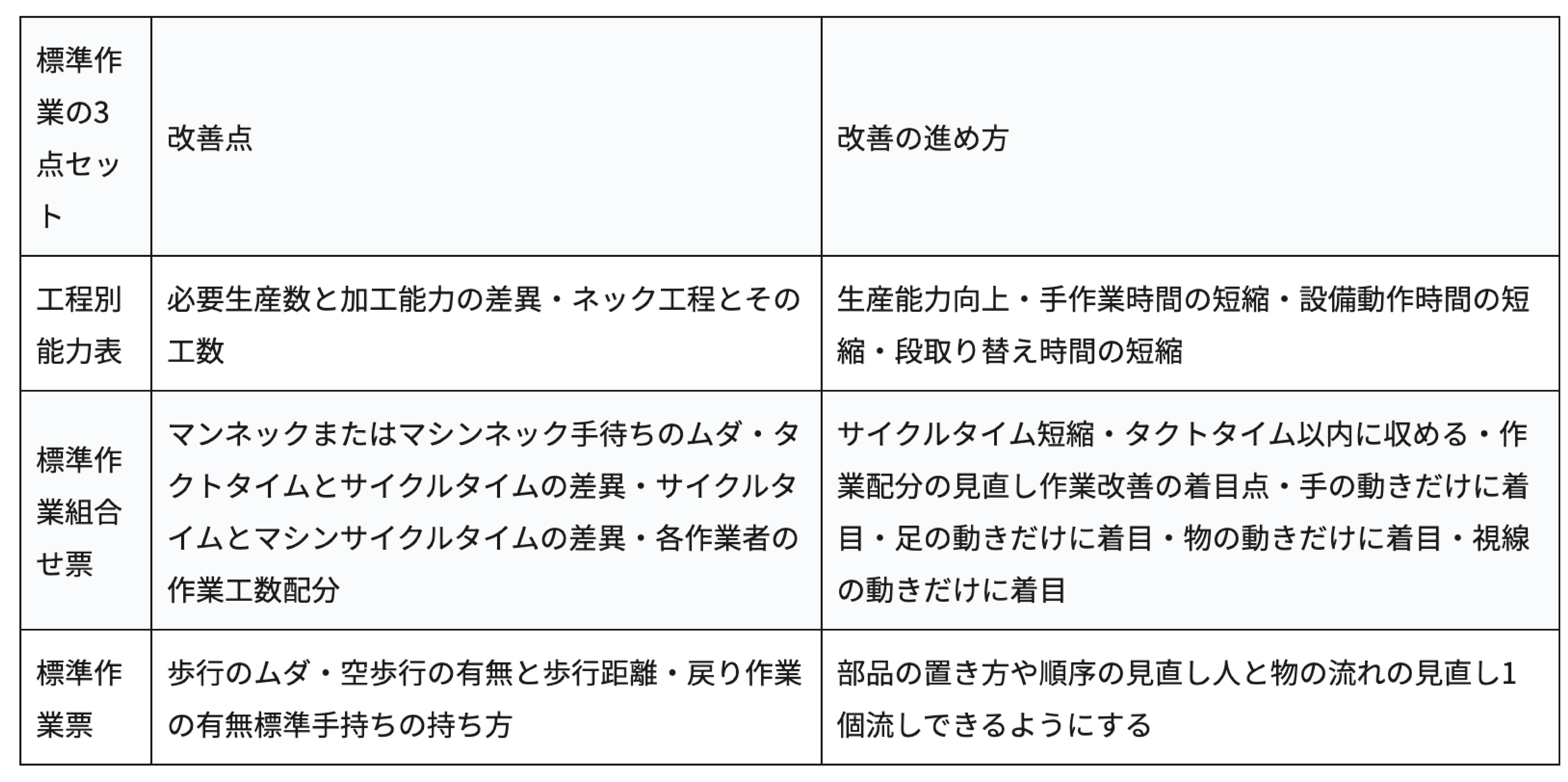
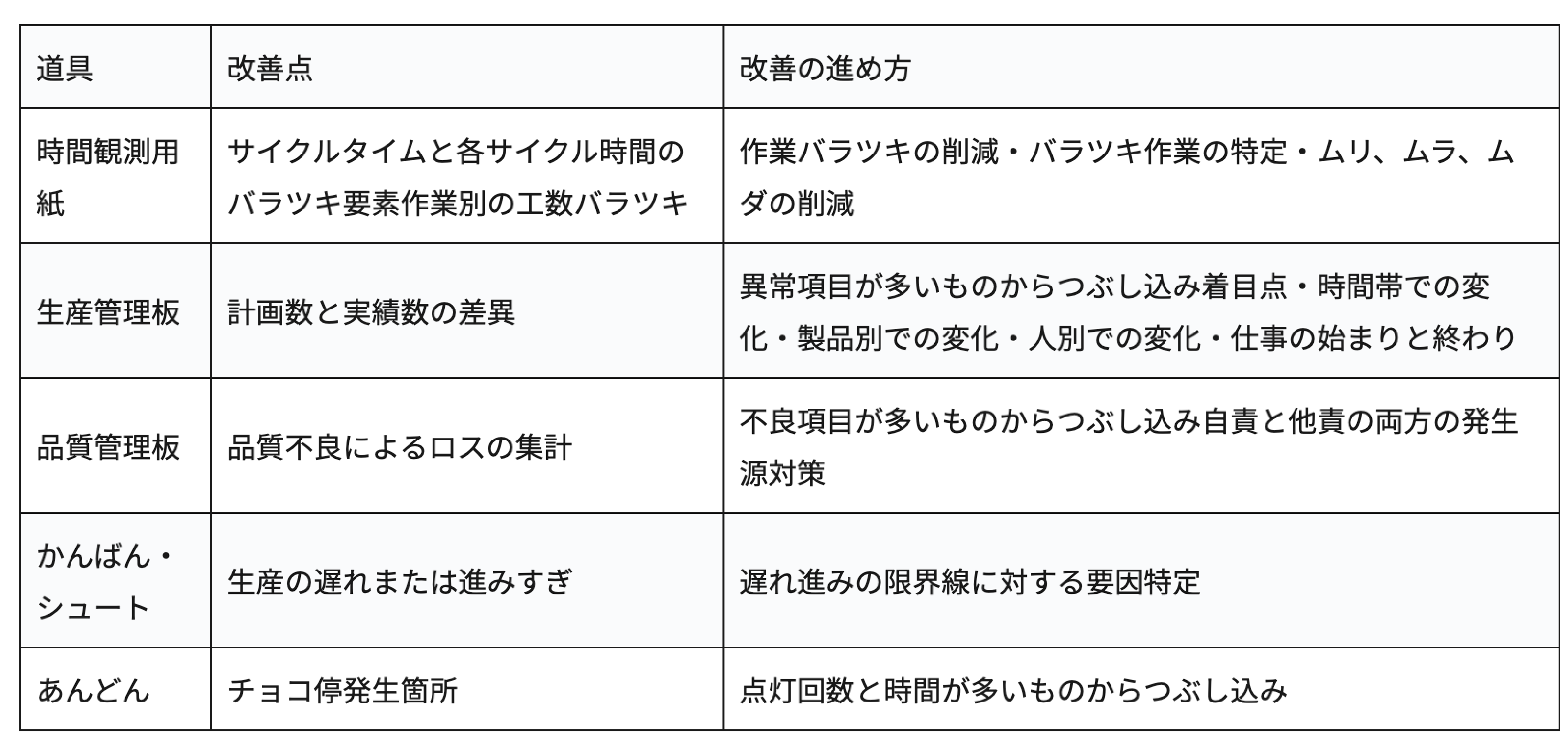
その他の道具から洗い出す改善点
改善の心構え
- 改善は目標達成まで繰り返し行うこと!
- 「やれることをやる」のではなく、「やるべきこと」を改善する!
- 各自のテーマに対し、一人ひとりがリーダーのつもりで、率先垂範して改善する!
- まずは自分たちでシュートや搬送機、払い出し機などの代わりをやって、シミュレーションを実践する!
- 改善だからといって、ラインを止めないように配慮すること!
- 安全第一!
- 品質確認は必ずする!






複雑な管理業務を
もっとスムーズに。
製造業に特化した工程管理アプリ
「ものレボ」
近年の製造業では、多様化するマーケットニーズの変化に適応すべく「少量多品種化」と「短納期化」に対する要求が高まっています。
また多くの現場では、日々の量産と小ロット生産を並行して進めているため、管理業務はさらに肥大化・複雑化しており、緻密なスケジュール管理や在庫管理が求められています。
製造業の現場パフォーマンスを向上するために開発された、製造業専用の工程管理アプリ「ものレボ」なら、これまでホワイトボードやExcelなどで行っていた煩雑な管理業務をデジタルでまるっと見える化し、大きくコストカットすることができます。


